Widerstandshartlöten und Beloten
Widerstandslöten – stoffschlüssige Verbindungen mit hohen Anbindungsquerschnitten
Mittels Widerstandshartlöten lassen sich divergente Fügepartner (in Geometrie und Materialeigenschaften) sowie hohe Anbindungsquerschnitte prozesssicher verbinden. Generell kann das Schweißen unter Hartlot entweder überlappend oder im Stumpfschweißverfahren erfolgen.
Die Stumpfschweißverbindung bietet folgende Vorteile:
- eine Reduktion der Verbindungsbauhöhe auf die Stärke des Terminals, während die Bauhöhe beim Überlappschweißen der Höhe beider Schweißpartner entspricht,
- eine starke Reduktion der Kompaktierlänge (Materialersparnis),
- eine erhebliche Reduktion der Kontaktteillänge (Materialersparnis und Vorteile beim Stanzen),
- nahezu kein Wärmeeintrag,
- kaum Elektrodenverschleiß,
- Zugkräfte mindestens in analoger Höhe zum Überlappschweißen,
- sehr gute Überwachbarkeit (analog zum Überlappschweißen),
- im STRUNK-Verfahren keine Wulstbildung an der Fügestelle (keine Nachbearbeitung erforderlich),
- nahezu keine Übergangswiderstände und
- die Erhaltung aller Features des Widerstandsschweißens.
20 Jahre Erfahrung im Widerstandshartlöten
Die Prozessentwicklung mit Schweißverbindungen unter Hartlot gehört seit zwei Jahrzehnten zu unserem Portfolio. Ausgangspunkt war der Auftrag eines OEM, eine Applikation zu entwickeln, mit der sich verölte Stanzteile aus Messing mit einer Zopflitze verschweißen lassen sollten. Die zuvor eingesetzten Verbindungsverfahren führten zu einem Feldausfall und waren somit unbrauchbar.
Wir schlugen vor, eine Widerstandsverbindung durch Zugabe eines Hartlotplättchens zwischen den Fügepartnern prozesssicher abzubilden. Um das Zuführen des Hartlotes zu industrialisieren, entwickelten wir unsere ersten automatisierten Hartlotvorschübe für Schweißprozesse, die wir seither stetig optimieren.
Als die ersten intelligenten Batteriesensoren (IBS) im 12-V-Bordnetz aufkamen, erfolgten die Schweißungen des Mess-Shunts zu Batterieklemme, Terminal oder Kabel bereits mit diesem Verfahren in manueller bis vollautomatischer Fertigung. Heute werden zudem nahezu alle Verbindungen im HV-Bereich (Verkabelung und Kontakte), Powertrain und Power-Distribution (Stromschienen und Stromschienenbordnetze) mit dieser Technologie industrialisiert.
Widerstandshartlöten bietet sich außerdem für folgende Fälle an:
- Die Materialstärke der Fügepartner divergiert so stark, dass eine normale Widerstandsschweißung nicht realisierbar ist.
- In Bezug auf die Schmelztemperaturen weichen die Fügepartner deutlich voneinander ab (z. B. Kupfer und Messinglegierungen).
- Es sind großflächige Verbindungen zu realisieren (Busbars), für die Buckelschweißen keine ausreichende Stromtragfähigkeit bietet. Beim Widerstandsschweißen unter Hartlot können die Schweißpartner über eine weitgehend homogene Fläche verbunden werden. Dies wirkt sich positiv auf die Stromleitfähigkeit aus.
- Leitungen mit großen Querschnitten sollen extrem leitfähig mit Terminals (z. B. CuFe) verbunden werden.
- Das Schweißen soll mit geringerer Maschinenleistung erfolgen. D. h. es ist eine Konzentration der Energie durch das zugefügte Lot erforderlich, das den Übergangswiderstand vor dem Schweißen erhöht und anschließend durch Aufschmelzen mit beiden Fügepartnern legiert.
In allen genannten Fällen ergibt sich durch das Widerstandshartlöten eine unzerstörbare Verbindung mit einem Übergangswiderstand von nahezu null.
Wir sind Ihr zuverlässiger Partner für das Widerstandsschweißen unter Hartlot
Unsere heutigen integrierten Servolotzuführungen liefern eine präzise und reproduzierbare Menge des Lotes über Servotechnik und ein Mehrrollenprinzip. Das gewährleistet:
- eine präzise und reproduzierbare Lage des Lotes zwischen den Fügepartnern,
- eine geradlinige Förderung auch über hohe Distanzen durch formgebende Maßnahmen,
- eine integrierte Überwachung der applizierten Menge des Lotes zwischen den Fügepartnern als Gegencheck zur geförderten Menge und
-
ein Stanzschnitt, um die Parametrisierung der Schweißanlagen auf die Verbindung auszurichten und nicht auf das Abbrennen des Lotes.
Unsere Steuerungssysteme sind über eigenständige Softwarefunktionsbausteine vollständig integriert, sowohl in der Schweißstrom- als auch in der Maschinensteuerung. Die für den Rechts- und Linkseinbau geeigneten Vorschübe mit Zangensystem sitzen auf Schnellwechselkupplungen mit Harting-Steckeranschluss, die eine rasche Umstellung auf eine andere Breite ermöglichen. Förderbar sind Flachmaterialien mit einem Querschnitt von mehr als 0,05 mm².
Durch die Zuführung des Hartlotes erreichen wir eine Stromkonzentration an der gewünschten Stelle. Durch das Applizieren eines kurzen und starken Schweißstroms verschmelzen die Materialien zu einer stoffschlüssigen Verbindung, die sich nur zerstörend trennen lässt. Verschweißen lassen sich mit diesem Verfahren Materialien mit unterschiedlichen Querschnitten sowie Busbars bzw. Stromschienen untereinander. Dabei können Kontakte oder Stromschienen auch mit Überzügen (Coatings) versehen sein.
Unsere Anlagen sind nicht für reines Löten (Aufschmelzen des Hartlotes) vorgesehen. Stattdessen sind sie wie beim Buckelschweißen mit hohen Leistungen und hoher Steifigkeit konzipiert, um die kürzestmögliche Schweißzeit bei sehr hohen Schweißströmen zu erreichen. Auf diese Weise generieren wir mit der Verbindung hohe Haltekräfte, wobei der Übergangswiderstand unter dem Bulkwiderstand des Materials liegen kann (materialabhängig). So lassen sich z. B. bei Leitungen größeren Querschnitts Abzugskräfte von mehr als 10 000 Newton realisieren.
Unser Angebot im Bereich des Widerstandshartlötens
Wir sind in der Lage, einen sehr hohen Anteil von Applikationen zu industrialisieren und automatisieren. Denn wir können das Verfahren in den nachstehenden Varianten zum Einsatz bringen:
- Direktes Applizieren von Hartlot zwischen die Fügepartner mithilfe des automatischen STRUNK-Servolotvorschubs:
-
- zwischen zwei Busbars/Stromschienen/Komponenten,
- zwischen einer kompaktierten Litze und einem Terminal oder einem Busbar sowie
- zwischen einer unkompaktierten Litze und einem Terminal oder einem Busbar (ALL-IN-ONE-SHOT-Lösung).
-
- Vorbeloten von Fügepartnern mithilfe automatischer STRUNK-Fördertechnik sowie bei Handarbeitsplätzen mit manuellen Vorschüben:
-
- Vorbeloten von Busbars/Stromschienen und
- Vorbeloten während eines Kompaktierprozesses (aufgrund der Orientierung [Referenz] nur halb- oder vollautomatisch möglich; geht die Referenz verloren, lässt sich die Orientierung in einem zweiten Arbeitsschritt manuell über eine Markierung herstellen).
-
Mit unseren praktischen Lösungen zum Widerstandshartlöten sind Sie den hohen technischen Anforderungen beim Zusammenfügen schwer zu verbindender Werkstücke und Materialien gewachsen. Nutzen Sie unsere Erfahrungen aus mehr als 50 Jahren Prozesstechnik, um Ihre Herausforderungen im Bereich Widerstandslöten zu bewältigen, und verschaffen Sie sich einen Vorsprung gegenüber Ihren Mitbewerbern.
ÜBERLAPPENd SCHWEISSEN
(Individuelle Kundenlösungen als Beispiele)
Kabel-zu-Terminal-Verbindungen

Schweißzelle für die Verbindung von HV-Leitungen auf Terminals, Busbars und HV-Kontakten
Hier sehen Sie eine Sonderschweißzelle mit S-MMD3/150 für die Verbindung von HV-Leitungen auf Terminals, Busbars und HV-Kontakten. Sie ist mit einer automatischen STRUNK-Servo-Hartlotzufuhr ausgerüstet und auf Schnellwechselkupplungen aufgebaut. Außerdem verfügt sie über Werkzeuge auf Schnellwechselplatten für den raschen Umbau auf eine andere Applikation. Über Kamera oder DMC ist vollständige Traceability gewährleistet.

Manuelle Schweißzelle für unterschiedliche Produkte
Diese manuelle Schweißzelle mit automatischer STRUNK-Servo-Hartlotzufuhr ist auf Schnellwechselkupplungen aufgebaut. Außerdem verfügt sie über Werkzeuge auf Schnellwechselplatten für den raschen Umbau auf eine andere Applikation. Über Kamera oder DMC ist vollständige Traceability gewährleistet.
BusBar-Schweißen

Busbar-Schweißanlage unter Hartlot für Leitungen über 120 mm² (Power-Distribution)
Diese flexible manuelle Schweißanlage ist für Verbindungen unter Hartlot im Bereich Power-Distribution konzipiert. Verbindungen von Busbars zu Anschlusselementen (HV-Kontakten), Busbars zu HV-Leitungen und Zopflitzen sind möglich. Das schmale Design und die schnell wechselbaren Werkzeuge ermöglichen die Fertigung von Stromschienen mit schwierigen Geometrien. Eine flexible STRUNK-Servo-Hartlotzufuhr mit integrierter Überwachung kann in verschiedensten Winkeln rechts- und linksseitig angeschlossen werden. Bei einem Winkel von 0° ermöglicht sie die Zufuhr unterschiedlicher Lotbreiten durch die Schweißeinheit. Ein Umbausatz zum Kompaktieren von Leitungen und Zopflitzen bis 120 mm² ist ergänzend erhältlich.

Doppelzangenanlage für Busbar-Verbindungen unter Hartlot
Diese Sonderanlage wurde als manuelle Doppelkopfanlage für die Verbindung zwischen Stromverteilern (Busbars) und Kontakten konstruiert. Sowohl die Handhabung der Bauteile als auch die Positionierung erfolgt durch den Operator. Über Kamera oder DMC ist vollständige Traceability gewährleistet. Die Anlage kann an STRUNK MES oder Ihre spezifische MES-Software angeschlossen werden.
Semiautomatische Systeme

Schweißanlage für Batterieklemmen auf Cu-Schienen
Dieser Automat mit Mehrfach-STRUNK-Servo-Hartlotzuführung und Servoportalen verfügt über eine 150-kVA-STRUNK-Schweißzange für die Mehrfachschweißung unter Hartlot an einem Bauteil.
Automatische Systeme

Schweißanlage im Drehtischdesign für Busbar-Verbindungen unter Hartlot mit Roboter
Diese Sonderanlage ist als Vollautomat für die Verbindungsschweißung zwischen Stromverteilern (Busbars) und Kontakten ausgeführt. Sowohl die Handhabung der Bauteile und als auch die Positionierung erfolgt über Roboter in Deckenmontage. Mittels Kamera oder DMC ist die vollständige Traceability für diese Anlage gewährleistet. Sie kann zudem an STRUNK MES oder Ihre spezifische MES-Software angeschlossen werden.

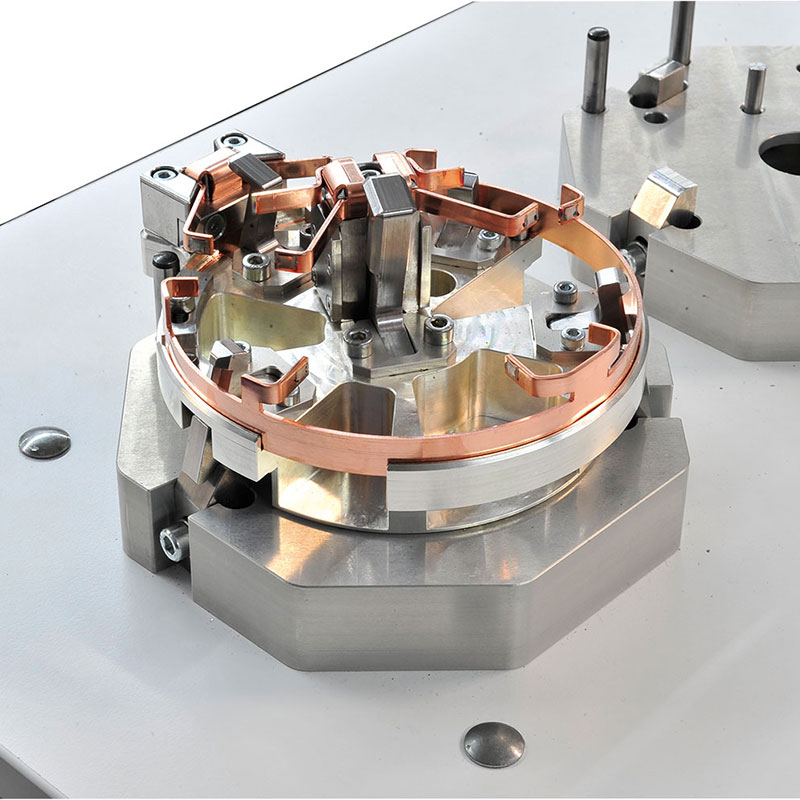
Schweißanlage für Phasenanschlüsse am Klemmbrett
Diese Anlage ist für das Widerstandshartlöten von Phasenanschlüssen am Klemmbrett für Getriebe auf Werkzeugträgersystemen konstruiert. Sie verfügt über eine STRUNK-HUBFIX-Einheit mit Servoantrieben in der z- und der Drehachse. Der Vier-Achser kann somit alle Positionen auf einer Palette erreichen und verarbeiten. Die 150-kVA-Zange kann Kupfer in Stärken von bis zu 15 mm (Summenquerschnitt) verschweißen.
STUMPFSCHWEISSEN
(Individuelle Kundenlösungen als Beispiele)
Manuelle Produktionskonzepte

Kompaktierzelle für Modulverbinder bis 150 mm²
Dieser Kompaktierautomat ist für Modulverbinder bis 150 mm² als Doppelleitung ausgelegt. Er erlaubt die manuelle Bestückung und ist mit unserem intelligenten STRUNK-CLAMPING-System zum Erreichen exakter Stichmaße ausgestattet. Somit ist dieses Gerät ideal für großflächige Kompaktierungen zur Weiterverarbeitung im ONE-PIECE-FLOW-Konzept geeignet.
Stanzzelle für Modulverbinder bis 150 mm²
Diese Stanzzelle für Modulverbinder bis 150 mm² als Doppelleitung ist mit unserem STRUNK-CLAMPING-System zum Erreichen exakter Stichmaße ausgestattet. Hiermit ist die Vorbereitung auf das Stumpfschweißen möglich. Das Gerät eignet sich für großflächige Kompaktierungen, ideal zur Weiterverarbeitung im ONE-PIECE-FLOW-Konzept.

Stumpfschweißzelle für Modulverbinder bis 150 mm²
Diese Stumpfschweißzelle für Modulverbinder bis 150 mm² als Doppelleitung ist mit unserem intelligenten STRUNK-CLAMPING-System zum Erreichen exakter Stichmaße ausgestattet. Sie ermöglicht die Vorbereitung auf das Stumpfschweißen. Die Bestückung mit kompaktierten Leitungen mit Busbars erfolgt manuell. Auch diese Zelle eignet sich ideal für die Verwendung im ONE-PIECE-FLOW-Konzept.
BELOTEN
(Individuelle Kundenlösungen als Beispiele)
Kompaktieren unter Hartlot und Schweißen an Terminals

Doppelkopf-Transfer als Semiautomat für HV-Kontakte
Diese flexible semiautomatische Schweißzelle mit Transfer ist für das Kompaktieren unter Hartlot und das Schweißen der kompaktierten Leitung auf einen HV-Kontakt konzipiert. Mittels der Kompaktierung unter Hartlot und des automatischen Übersetzens der kompaktierten Leitung werden genaueste Maße und Reproduzierbarkeit erreicht. Ein Rüstvorgang auf einen anderen HV-Kontakt ist schnellstens durch einen einfachen Tausch des Schweißnestes erledigt. Die Greifsysteme verfügen über NOK-Cutter und mittels Kamera oder DMC ist vollständige Traceability gewährleistet. Außerdem kann die Schweißzelle an STRUNK MES oder Ihre spezifische MES-Software angeschlossen werden. Der Einsatzbereich umfasst Querschnitte von 6 bis 95 mm².
Beloten von Stromschinen/BusBars/Terminals
Diese automatische Anlage mit vier servogesteuerten Achsen sowie einem Werkzeugwechselsystem eignet sich für unterschiedliche Produkte. Sie enthält eine STRUNK-Mittelfrequenz-Schweißzange (1000 Hz) sowie eine STRUNK-Servo-Hartlotzufuhr für die genaue Postionierung des Lot-Pads auf dem Busbar.


Automaten für Modulverbinder
Längstransfer (individuelle Kundenlösungen)
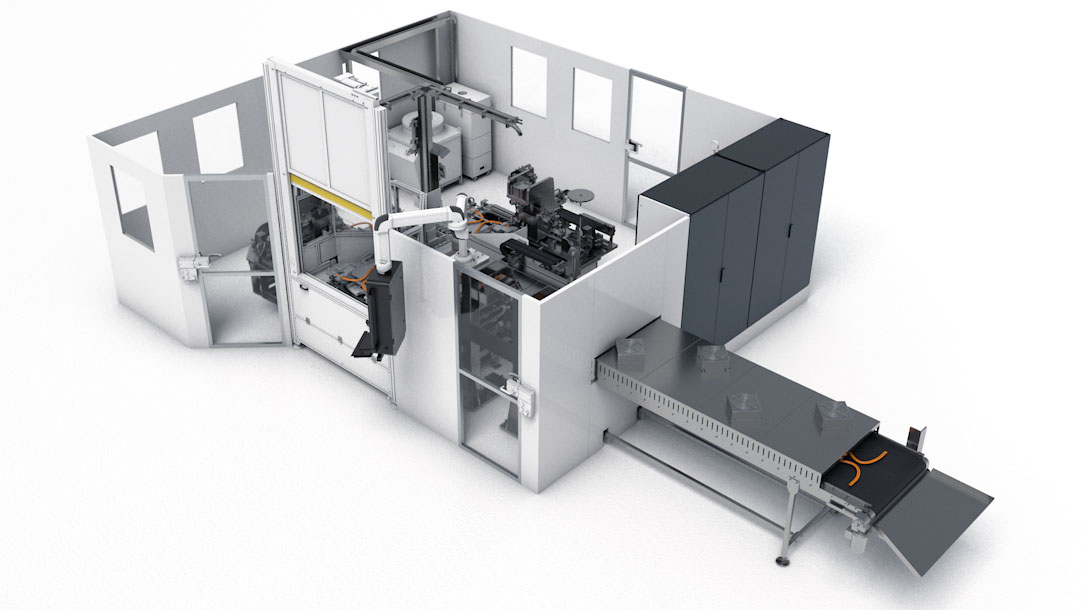
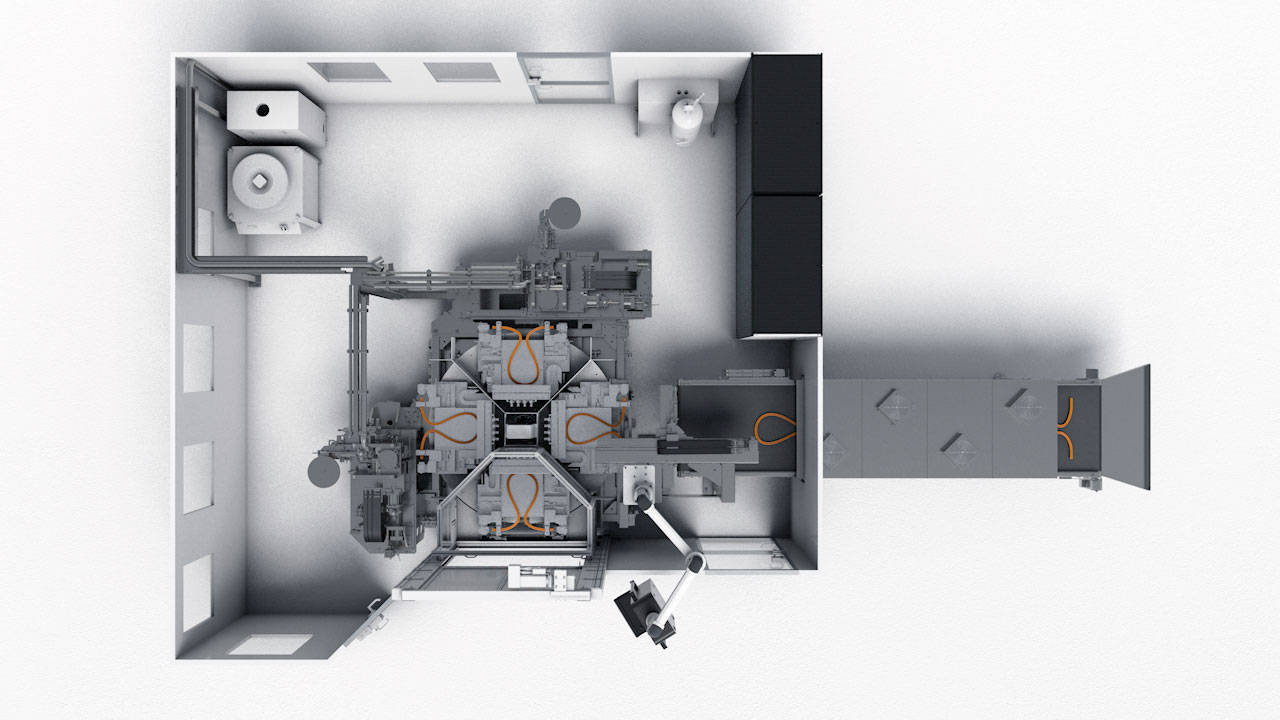
Transferlinien zum Kompaktieren und Stanzen sowie zum überlappenden bzw. stumpfen Schweißen von Zopflitzen und HV-Leitungssätzen
Hier sehen Sie eine vollautomatische Transferlinie zum Kompaktieren und Stanzen sowie Überlapp- oder Stumpfschweißen von Zopflitzen und HV-Leitungssätzen. Dieser STRUNK-Automat als Längstransfer für Modulverbinder ist einstellbar auf Kabellängen von 150 mm bis 2000 mm. Einzelleitungen und doppelt gefasste Leitungen sind möglich. Mit dem intelligenten STRUNK-CLAMPING-System sind auch unterschiedliche Leitungslängen im Verbinder abbildbar. Die Verarbeitung der Kabelenden erfolgt beidseitig simultan. Ausgegeben wird an ein Transportband, geordnet oder ungeordnet, je nach weiterer Verarbeitung und Automatisierungsstrategie. Die Anlagen sind verstärkt für großflächige Kompaktierungen und Anschlussflächen.
Drehtischsysteme (individuelle Kundenlösungen)
Anlagen zum Stumpfschweißen in Drehtischausführung für Modulverbinder
Wir bieten automatische Anlagen zum Stumpfschweißen in Drehtischausführung für Modulverbinder aus Zopflitzen und HV-Leitungen an. Die hierfür verfügbaren 18 Varianten sind Poka Yoke und überwacht eingerichtet. Sie können auf Kabellängen von 150 mm bis 2000 mm eingestellt werden, um einzelne oder doppelt gefasste Leitungen zu verarbeiten. Mit dem intelligenten STRUNK-CLAMPING-System sind auch unterschiedliche Leitungslängen im Verbinder abbildbar. Die Verarbeitung der Kabelenden erfolgt beidseitig simultan. Ausgegeben wird an ein Transportband, geordnet oder ungeordnet, je nach weiterer Verarbeitung und Automatisierungsstrategie.




Muster

Busbar-Applikation im Bereich der Power-Distribution für Stromschienenbordnetze (HV)
Verbindungen von Busbars zu Anschlusselementen (HV-Kontakten), Busbars zu HV-Leitungen und Zopflitzen sind möglich.

Busbar-Applikation im Bereich der Power-Distribution für Stromschienenbordnetze (HV)
Verbindungen von Busbars zu Anschlusselementen (HV-Kontakten), Busbars zu HV-Leitungen und Zopflitzen sind möglich.

Busbars im Spritzguss – Applikation im Bereich der Leistungsverteilung (Power-Distribution), großflächige Anbindungen zwischen Kontaktteil und Stromschiene

STRUNK-Doppelkopf-Transfer als Semiautomat für HV-Kontakte

Schweißen von Batterieklemmen auf Cu-Schienen, Applikation in Sicherungsbox

Schweißen von Batterieklemmen auf Cu-Schienen, Applikation in Sicherungsbox

STRUNK-Doppelkopf-Transfer als Semiautomat für Kompaktieren unter Hartlot und Aufschweißen auf Rohre
Mittels Kompaktierung unter Hartlot und automatischen Übersetzens der kompaktierten Leitung wird die Schweißung auf das Rohr ermöglicht, ohne dieses zu verformen.

Cu-Leitung zu Stromschiene, geschweißt unter Hartlot als ALL-IN-ONE-SHOT-Lösung
Die Leitung wird unter automatischer Zufuhr von Hartlot auf den Kontakt kompaktiert und geschweißt.

Schweißen unter Hartlot von Kabeln oder Busbars zu intelligenten Batteriesensoren (IBS)

Überlappende Schweißung von Zopflitze zu Busbar und Belotung einer Kompaktierung (Kompaktieren unter Hartlot)

Schweißen unter Hartlot von Kabeln oder Busbars zu intelligenten Batteriesensoren (IBS)

Schweißen unter Hartlot (Widerstandshartlöten) von Phasenanschlüssen am Klemmbrett
Schweißen unter Hartlot (Widerstandshartlöten) von Phasenanschlüssen am Klemmbrett

Busbars im Spritzguss – Applikation im Bereich der Leistungsverteilung (Power-Distribution). Großflächige Anbindungen zwischen Kontaktteil und Stromschiene

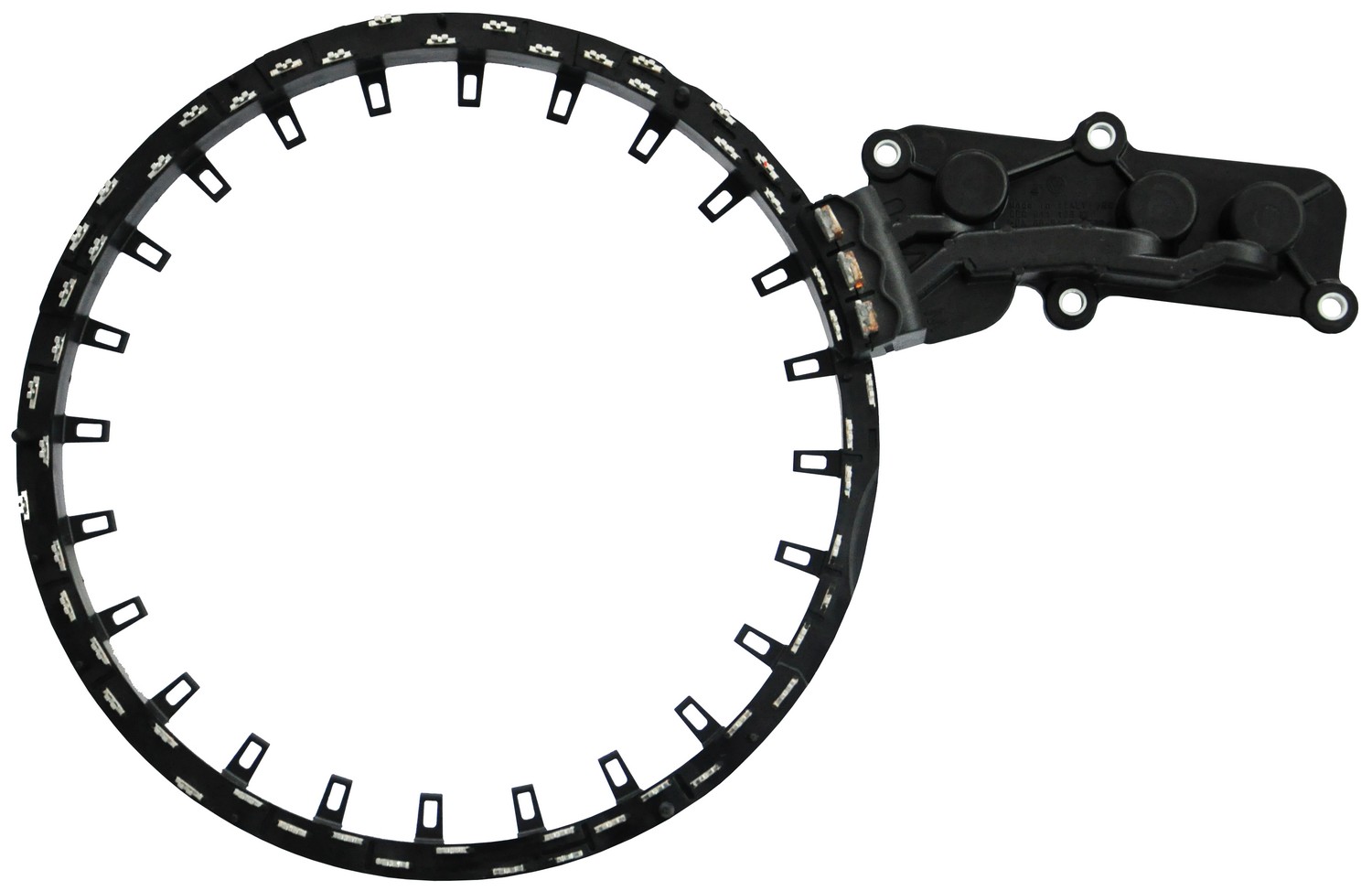
Schweißen unter Hartlot (Widerstandshartlöten) von Stromschienen und Spulen (Induktivitäten)
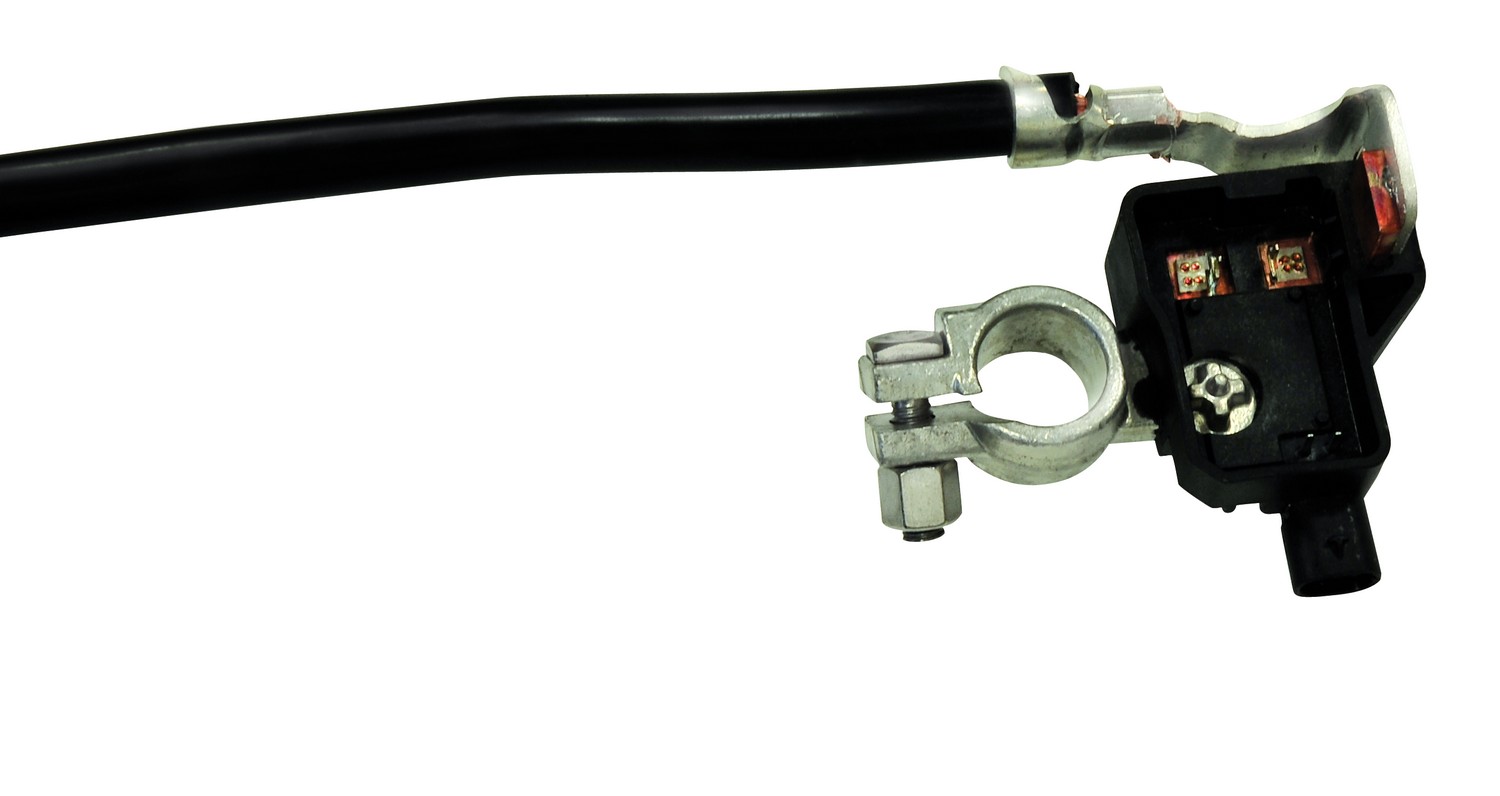
Schweißen unter Hartlot von Kabeln oder Busbars zu intelligenten Batteriesensoren (IBS)

Schweißen unter Hartlot (Widerstandshartlöten) von Stromschienen und Busbars
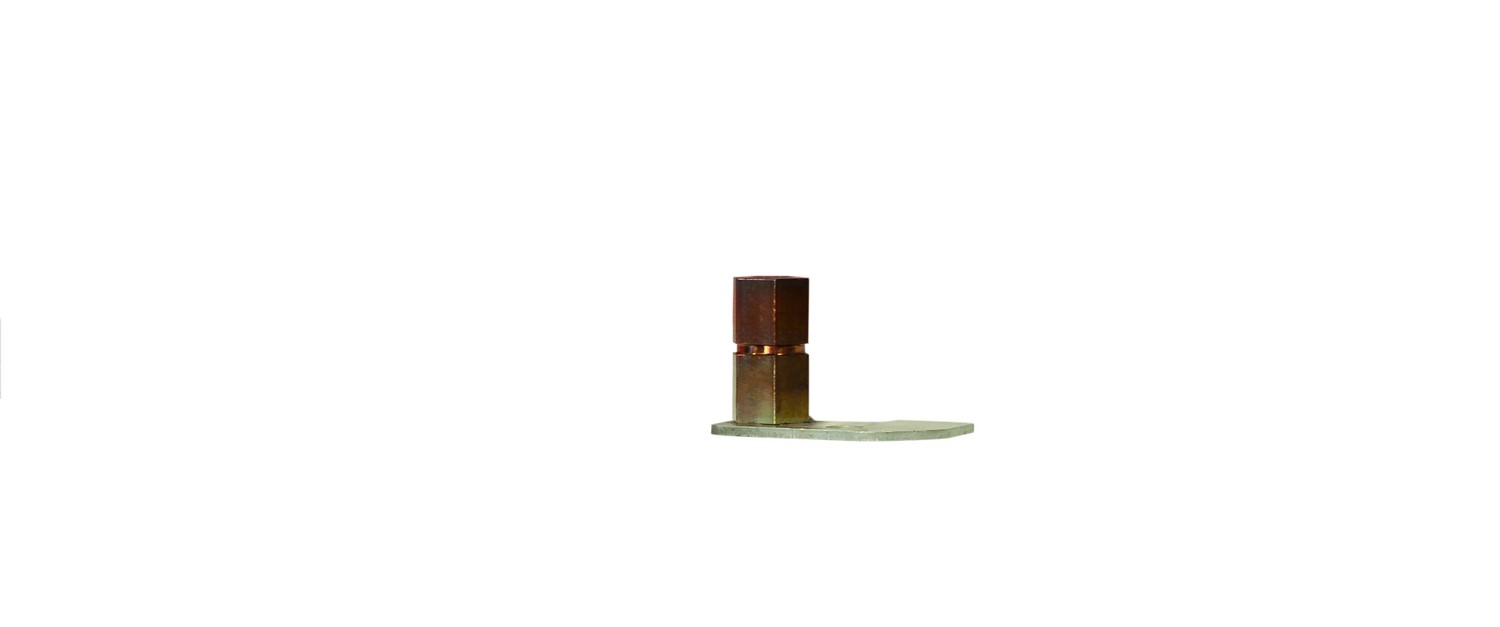
Ring- oder Bolzenschweißen unter Hartlot

Belotung von Stromschienen

Busbar-Applikation im Bereich der Batterie (Power-Distribution)
Verbindungen von Busbars zu Anschlusselementen (HV-Kontakten), Busbars zu HV-Leitungen und Zopflitzen sind möglich.
Kommen Sie vorbei!
![]()
Strunk Connect GmbH & Co. KG
Siegtalstraße 20
D-57548 Kirchen-Freusburg
Telefon: +49 (2741) 93 87 10 – 100
Telefax: +49 (2741) 93 87 10 – 199
Email: info@strunk.de